









































HOTLINE
Mrs Phượng - 0866 584 123
Danh sách chi nhánh - đại lý CNC Việt Hàn trên toàn quốc
![]()
![]()
CÔNG TY TNHH PHÁT TRIỂN CÔNG NGHỆ CNC VIỆT HÀN
Đ/c: Số 164/166 đường Tựu Liệt, Tam Hiệp, Thanh Trì, Hà Nội (gần bến xe nước ngầm, cạnh Bệnh viện Thăng Long)
Email: cncviethan@gmail.com
Website: https://cncviethan.vn - https://cncviethan.com - https://maycatcncplasma.com
HOTLINE
Mrs Phượng - 0866 584 123
TƯ VẤN HÀ NỘI
Mrs Phượng - 0965642566
HỖ TRỢ KỸ THUẬT
Mr Tư - 0396264456


ĐẠI LÝ CNC VIỆT HÀN TẠI PHÚ YÊN
Đ/c: Thân Bình Đông, Sơn Thành Đông, Tây Hòa, tỉnh Phú Yên
TƯ VẤN MÁY CNC
Mrs Huyền Như: 0912 056 898

A. Hoạt đồng ở chế độ điều khiển vận tốc
B1. Hàn giắc đối với chế độ điều khiển vận tốc (Velocity Control Mode)
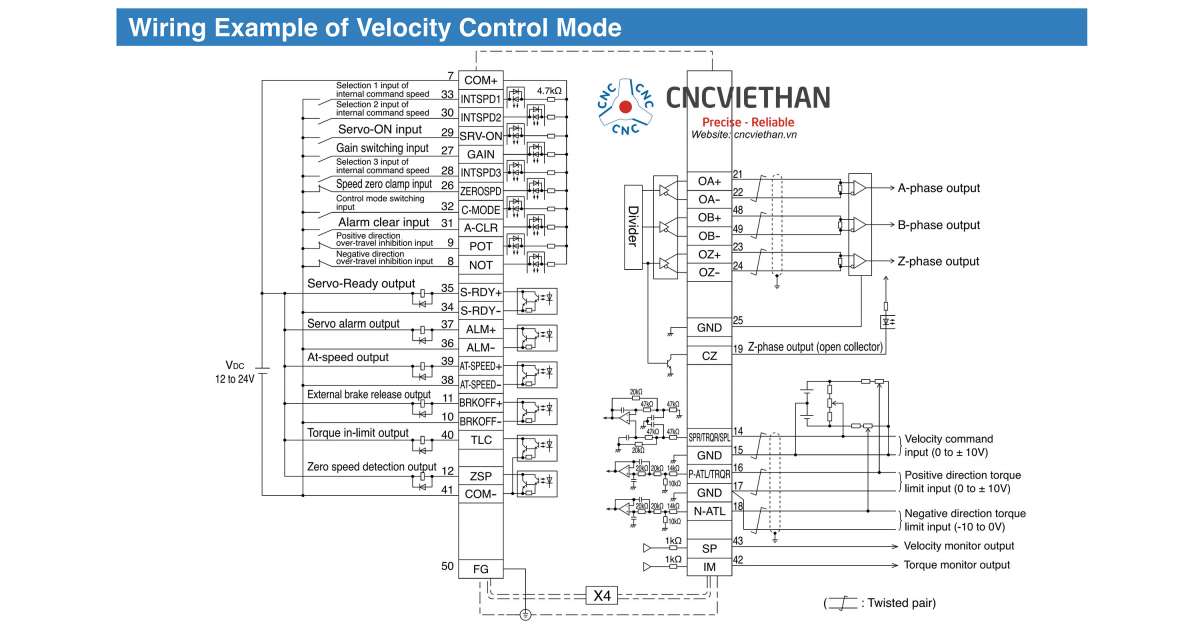
– Giắc từ driver tới motor: giắc trên motor là giắc tròn, có 4 chân, ký hiệu lần lượt là A, B, C, D tương ứng với U, V, W và FG trên Driver.
– Giắc điều khiển: Các tín cần thiết là Servo Enable, V control
B2. Cài đặt tham số
– Chọn mode hoạt động: Thông thường có hai mode hoạt động chính đó là Position và Velocity. Trong đó, ở chế độ position thì bộ điều khiển CNC sẽ bắn các xung điều khiển xuống bộ Driver, còn chế độ Velocity thì tín hiệu đó là Analog -10 -> + 10V. Đặt PR0.01 =0 nếu là Position, PR0.01=1 nếu là Velocity. Nếu hoạt động theo sơ đồ trên , em sẽ đặt bằng 1.
– Chọn chế độ auto gain tuning bằng cách đặt PR0.02 =1. Em vẫn hay dùng chế độ auto này thôi nếu ko có yêu cầu gì đặc biệt.
– Đặt thời gian tăng giảm tốc: PR3.12 và PR 3.13. Đối với bộ điều khiển mới, giá trị này mặc định = 0 . nếu không đặt lại khi SV-ON , động cơ sẽ rung lắc khủng khiếp, (con 5KW của em nó giật mới kinh chứ). Thông thường giá trj này e thường đặt là 150 đến 300.
– Đặt hệ số khuếch đại điện áp(PR3.02): Đó chính là số Vòng/ phút trên một đơn vị điện áp đầu vào (Vôn). Ví dụ nếu động cơ là 2000 vòng/phút thì tương ứng 1 V motor sẽ phải quay được 200V/phút. Vì vậy ta sẽ đặt PR3.02 = 200 (giá trị mặc định là 500).
B3. Chạy thử
– Sau khi đã đặt xong tham số và kiểm tra kỹ càng việc đấu nối. Việc cuối cùng là kiếm quả pin đưa vào chân 14, 15 động cơ sẽ chạy vo vo, nhìn vui cả mắt ")
Chú ý: Nếu động cơ lắc đi lắc lại, hoặc có hiện tượng trôi chầm chậm thì các bác đừng giật mình, đó hoàn toàn bình thường. Bởi vì lúc thử, giữa chân 14-15 không có điện trở nên sẽ gây ra nhiễu, kiếm con điện trở khoảng 1K nối hai chân đó lại, nếu vẫn còn hiện tượng trôi, các bác đặt offset trong tham số PR4.22, đặt đến khi nào hết trôi thì thôi hoặc dao độg từ -1 đến 1 rpm là ok. Khi ghép nối với CNC, bộ điều khiển sẽ khử được sai số này.
B. Khi hoạt động ở chế độ xung ( điều khiển vị trí) , ta đấu nối theo sơ đồ sau:
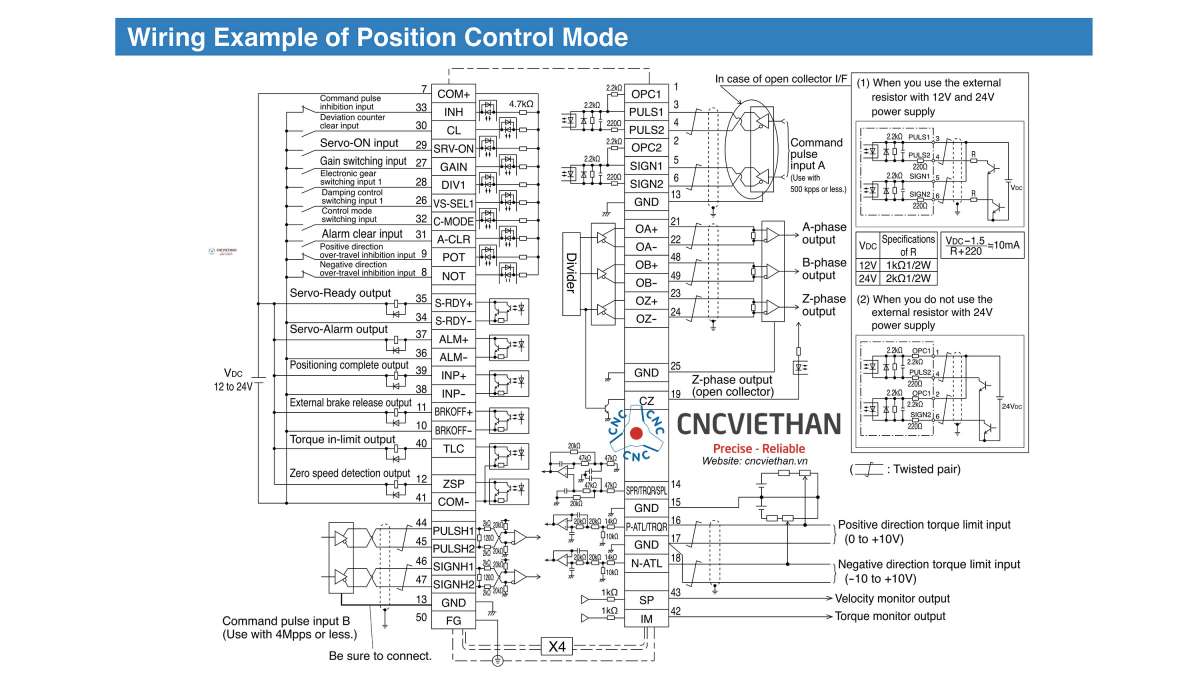
Ví dụ:
pin29……servo enable, nối với 0V,
pin7……..DC24V +
pin41…….DC24 –(0V)
………………….Một khi 29, 7, 41 được kết nối thì mô tơ có thể quay nếu driver nhận được xung điều khiển.
pin36…….Alarm-, to DC 24V-(0V)
pin37——-Alarm+…nối với chân Alarm của CNC chẳng hạn như(E-stop).
……………36, 37 được nối, nếu tín hiệu này có thì tức là chúng ta đã kết nối thành công……
pin3, 4, 5, 6…nối với chân phát xung.
pin13, vỏ shield chống nhiễu của dây tín hiệu xung.
pin50, chân nối với vỏ chống nhiễu toàn bộ.
…………………………………
Cài đặt tham số như sau,
001#…….0 : nghĩa là servo đang ở chế độ xung
005……..0 : Đầu vào cách ly quang,
006………1
007………3: Dạng xung đầu vào là Pulse và Dir
008, 009, 010…… Tùy từng trường hợp cụ thể mà set các giá trị khác nhau.
Nếu các bạn có bất kỳ thắc mắc gì hay để lại câu hỏi cho mình tại đây .




